
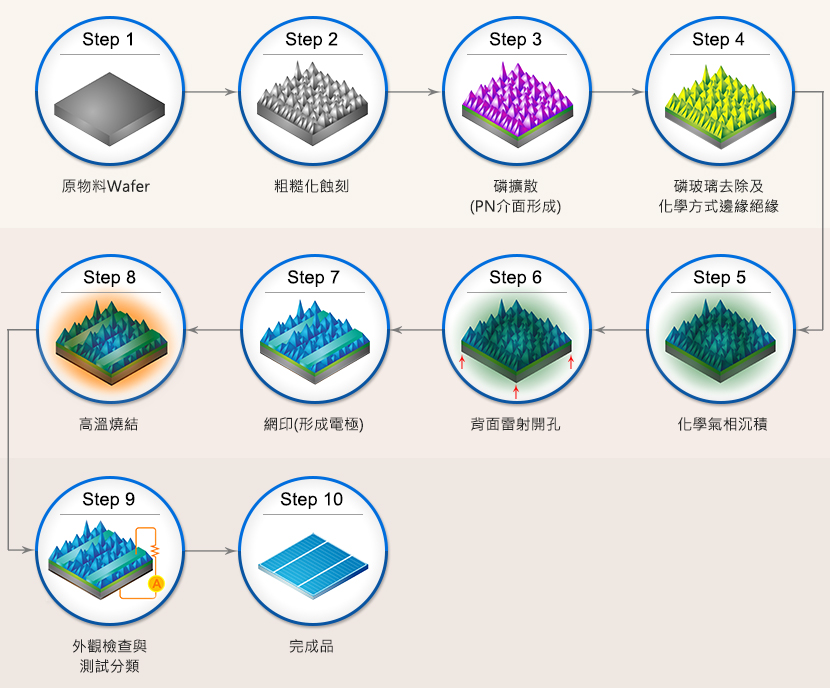
太陽能電池製程
|
|
|
主要用來去除晶圓Saw Damage。
|
|
|
|
使晶圓表面形成粗糙化,增加入射光機率。
|
|
|
|
將晶片在高溫爐中通入含磷氣體,使電洞較多的P型矽晶片表層滲入磷,形成電子較多的N型區域。
此即光電轉換效應所需的P-N接面。
|
|
|
|
主要是將磷擴散過程中會在整片晶片外層形成磷玻璃,必須以去除後才能進行後續製程,同時該製
程也會進行晶片絕緣處理。
|
|
|
|
利用化學氣體在高溫爐中反應,於晶片表面形成抗反射鍍層,用來提升光子吸收率,並於背面形成
鈍化層,降低載子複合機率。
|
|
|
|
讓背面膠料能夠滲入形成良好局部背電場(BSF)介面。
|
|
|
|
主要是正反面粗細電極皆以網印方式將含銀、鋁之膠料印製於晶片表面。
|
|
|
|
主要是金屬漿料經過網印、烘乾之步驟,經由燒結處理,使其穿透正面/背面鍍層並滲入矽晶片表層,
緊密結合並將電流導出。
|
|
|
|
主要是將燒結完成之晶圓進行外觀與效能檢測,並依檢測結果(正反面外觀、量測光電轉換效率等電性資料),
依據所設定之產品分類定義進行篩選分類。
|